


Cart0
Your shopping cart is empty!
 SWP VIETNAM
SWP VIETNAM
Product Details

Product Name:HSS End Mills
Manufacturer:NACHI
Availability:out of stock 0 item(s)
Product Code:
More Information :
Description
• High-efficiency machining
- Perfect balance of wear resistance, toughness, and chipping resistance, high-efficiency machining, and a long tool life are achieved with the newly developed high-alloy HSS, TiAIN-based AG coating made with a new process, and optimum end mill design
• Stable machining tool life
- Adopts a fine pitch nick to minimize cutting resistance
- Delivers stable performance in heavy-cutting, pre-finish grooving and side milling.
Achieves wear resistance, toughness, and chipping resistance
 AG-mill Roughing |
 Competitor powder HSS-TiCN |
 |
Conditions
|
No re-coating required after re-grinding
|
Comparison of initial and re-grinding performance  |
Conditions
|
Grooving of S50C (180HB)
Comparison of cutting length up to baseline tool life
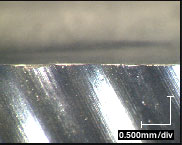
 AG-mill Roughing After cutting 6 m |
 Competitor powder HSS TiCN coating |
 |
Conditions
|
Side milling of SKD 11 (210HB)
Comparison of wear of cutting edge
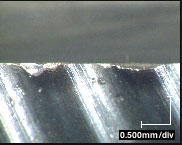
 AG-mill Roughing |
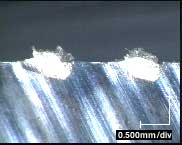 Competitor powder HSS TiCN coating After cutting 5 m |
Wear in side milling
 |
Conditions
|























